技術仕様
Specifications are for preliminary project review only. Final parameters, materials, certificates, and acceptance criteria should be confirmed in the signed contract or approved technical proposal.
用途
- End-of-line (EOL) acoustic QC testing
- Household appliance noise measurement
- Power tool production testing
- Electric motor acoustic signature analysis
- HVAC unit noise certification
- R&D product development testing
概要
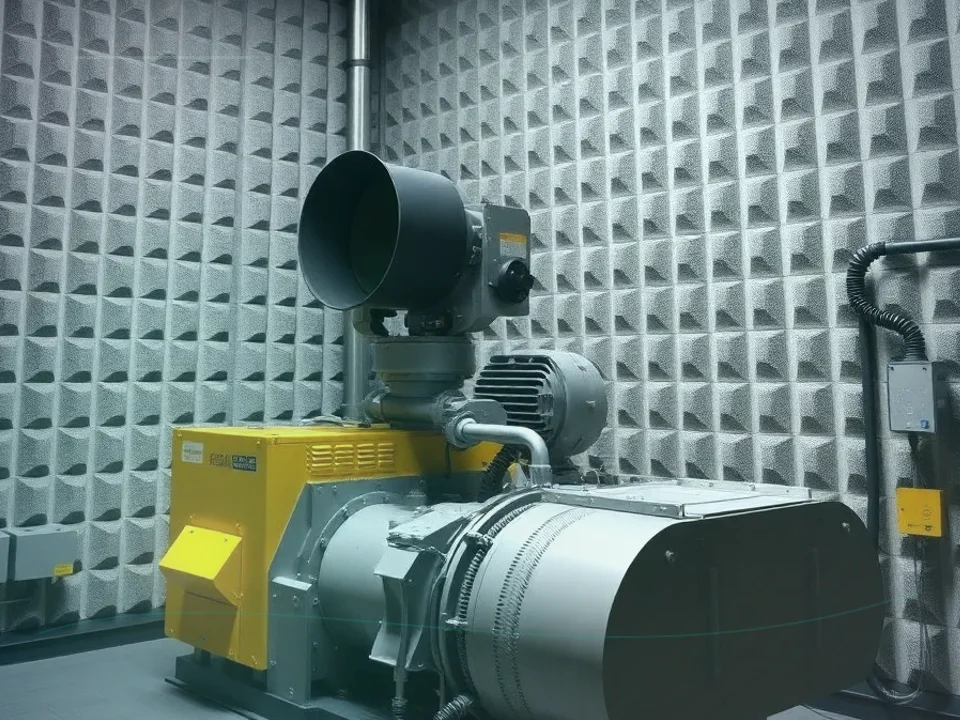
An acoustic test room serves a dual function: the outer shell attenuates external noise to create a low-background measurement environment, while the interior treatment controls reverberation to provide a diffuse or semi-diffuse field for repeatable production testing.
HEMU Acoustics acoustic test rooms are designed for end-of-line (EOL) production quality testing, where each manufactured product must pass a noise signature check before dispatch. The room provides consistent acoustic conditions shift-to-shift and line-to-line, enabling statistical process control for acoustic quality.
Background noise levels of NC-25 or lower are achievable, ensuring that even quiet products (< 40 dB(A)) can be measured with adequate signal-to-noise ratio. Reverberation time (T60) is tuned to the measurement standard — typically 0.4–0.8 s for ISO 3744 sound power determination, or 0.1–0.2 s for directional microphone measurements.
Automated test station provisions — including fixture mounting points, cable pass-throughs, robot arm access hatches, and PLC I/O connections — are integrated into the room design for seamless production line integration. Optional conveyor integration allows products to enter and exit the room on the production line without manual handling.
主な特徴
Production Line Integration
Conveyor pass-through hatches with acoustic seals. Robot arm access ports. PLC I/O and Ethernet connections for automated test sequencing.
Tuned Reverberation
Interior absorption designed to achieve target T60 for the specific measurement standard. Variable absorption panels available for multipurpose rooms.
Low Background Noise
Double-wall outer shell with spring-isolated inner structure. Silenced ventilation achieving NC-25 or better under operating conditions.
Fixture Mounting System
M12 threaded inserts on floor and walls for product fixtures. 3D measurement grid mounting points in ceiling for microphone positioning.
Data Acquisition Ready
Multi-channel microphone pre-amplifier rack provisions. Cable management to external DAQ or test system. EMC shielding option.
Acoustic Qualification
Full acoustic acceptance test including background noise survey, reverberation time measurement, and diffuse-field qualification map.
SEMrush に基づく用途
用途事例: Acoustic Test Room
実際のSEMrush USデータから3つのロングテール用途を選定し、キーワード、検索量、CPC、KD、意図のソースを保持しています。

産業用音響エンクロージャー
Acoustic Test Room Application Case for Acoustic Test Room


SEMrush US (2026-06-14): "acoustic test room" - volume 0/mo, $0.00 CPC, KD 0, intent N/A, source 20260614-acoustic-test-room-us-exact.csv
事例を読む
産業用音響エンクロージャー
Acoustic Test Chamber Application Case for Acoustic Test Room

SEMrush US (2026-06-13): "acoustic test chamber" - volume 40/mo, $3.17 CPC, KD 3, intent Informational + Commercial, source 20260613-anechoic-chambers-us-related.csv
事例を読む
産業用音響エンクロージャー
Acoustic Chamber Design Application Case for Acoustic Test Room


SEMrush US (2026-06-13): "acoustic chamber design" - volume 50/mo, $1.98 CPC, KD 14, intent Informational, source 20260613-anechoic-chambers-us-related.csv
事例を読むご要件について相談しますか?
Send equipment drawings, site photos, target noise level, and documentation requirements for review.